Background Information
The cell interface can be exposed to high voltages. It is necessary to ensure that the safety mechanism in the CI circuit functions properly. A test fixture that uses a Hi-Pot test unit will be used for the examination of the mechanism.
Problem Definition
- Need a safe, repeatable manufacturing test to verify the CI-24 isolation barrier by applying ~7.2 kV AC for 5 s across HV/LV and logging a clear pass/fail.
Goals / Objectives / Constraints
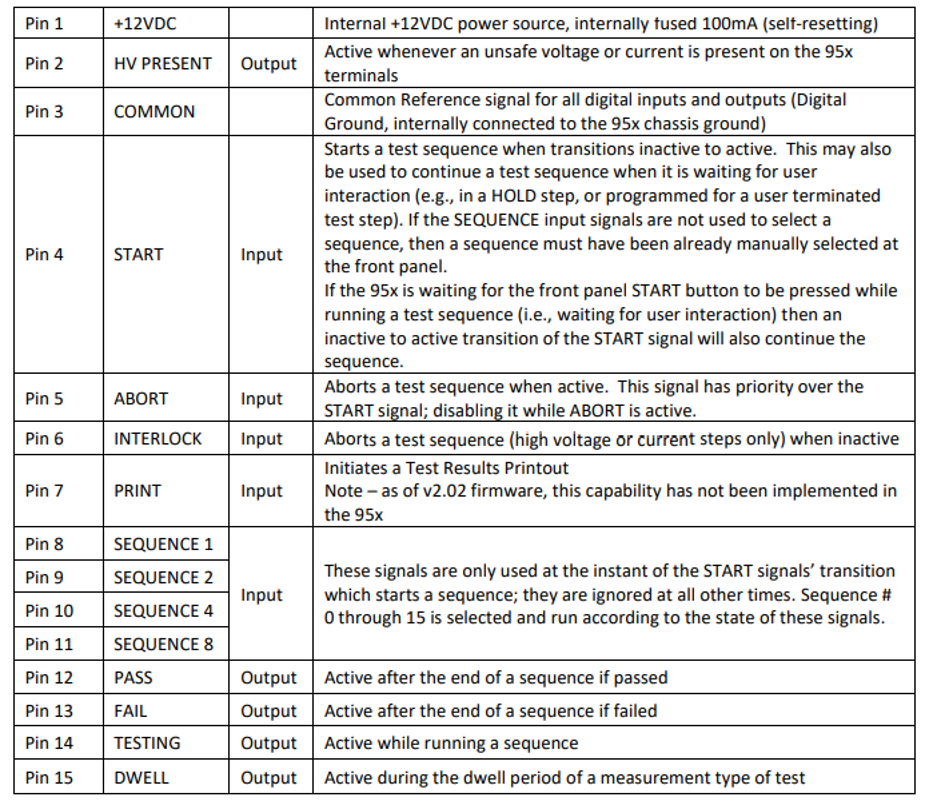
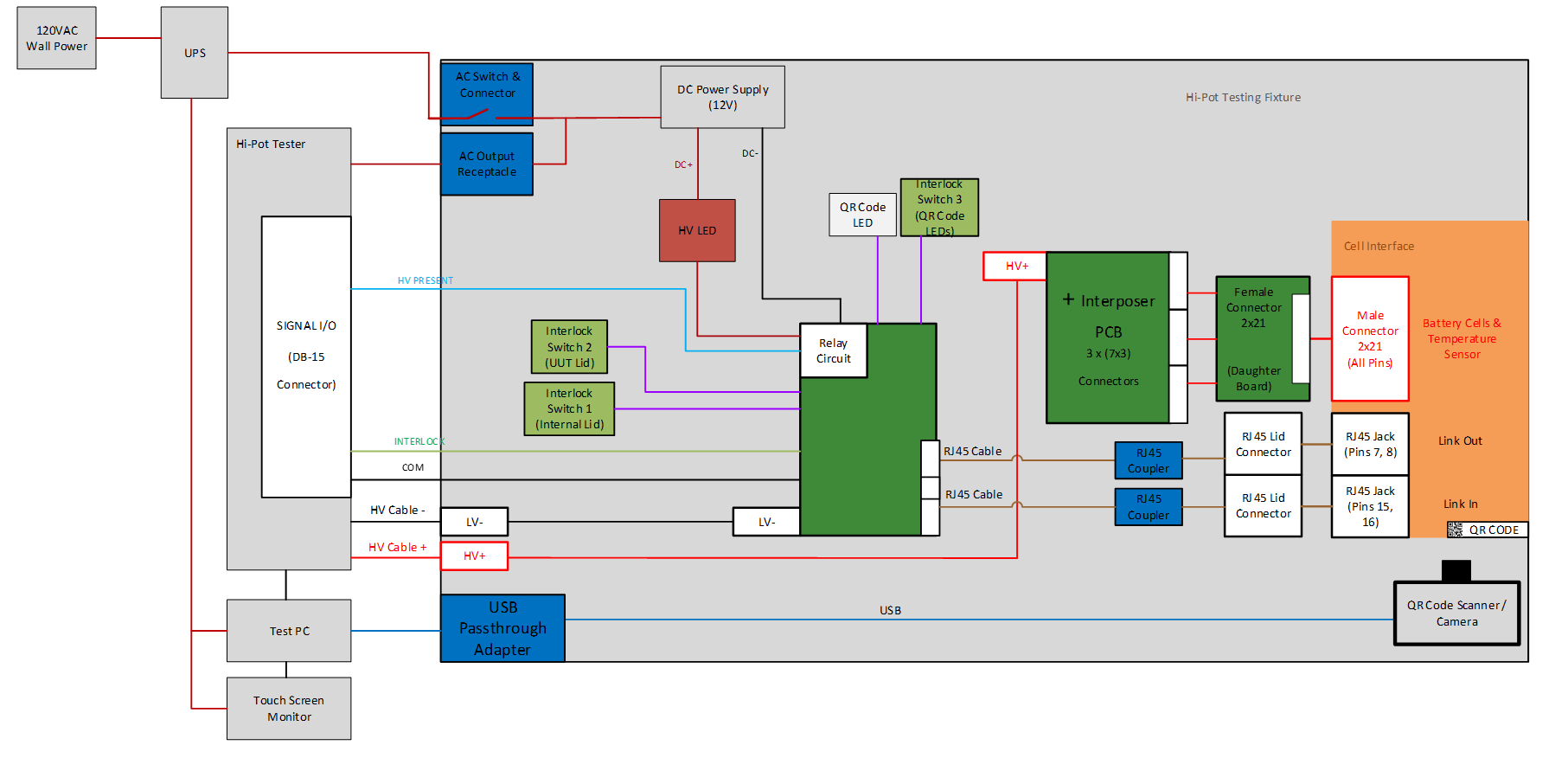
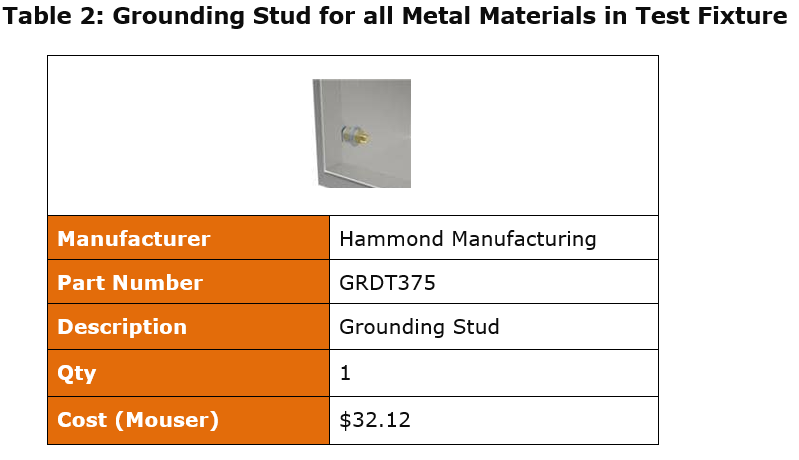
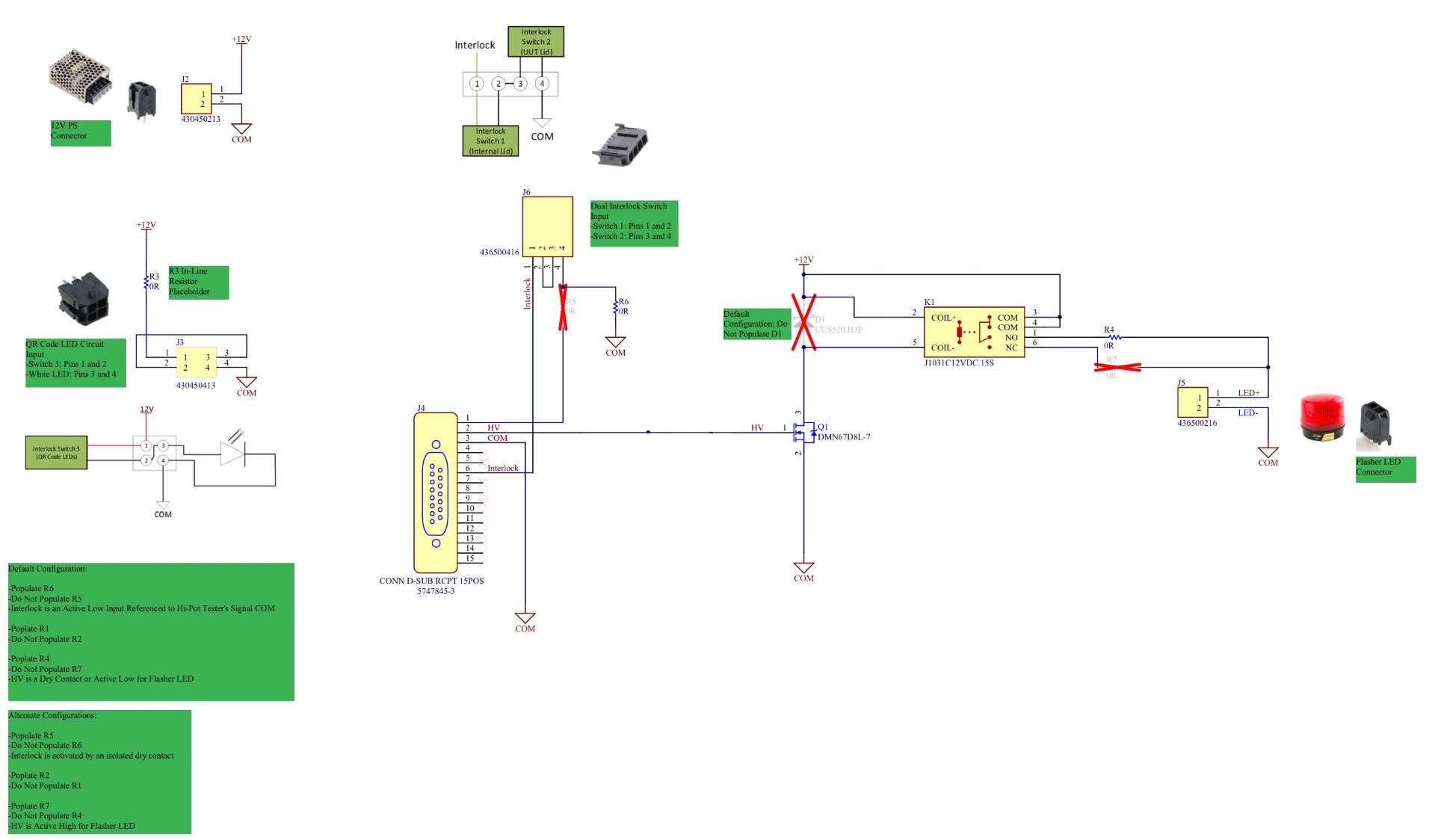
1. Safety first: dual door/lid interlocks tied to the Hi-Pot interlock; a third switch only powers the QR-illumination LED; PC is not in the safety chain.
2. Operator flow: z-axis jib where operator clamps the lid to secure connections
3. Reliability: Each component’s mating cycle should last for a year before replacement. The unit will
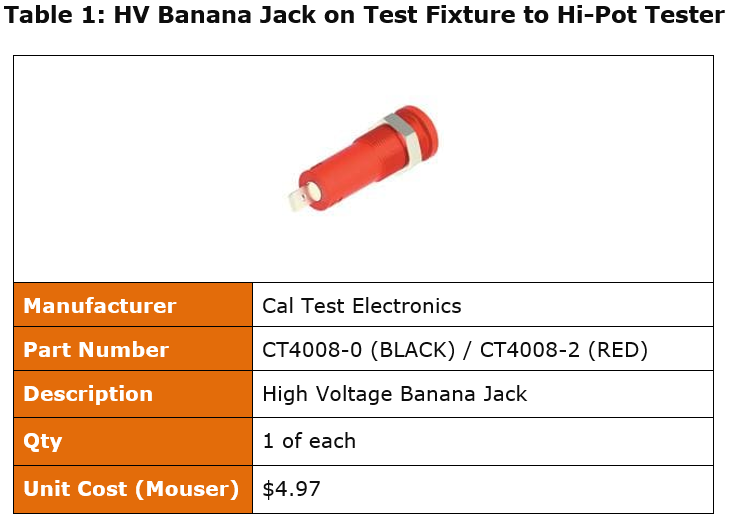
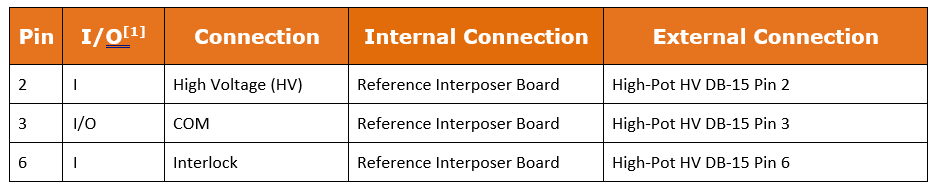
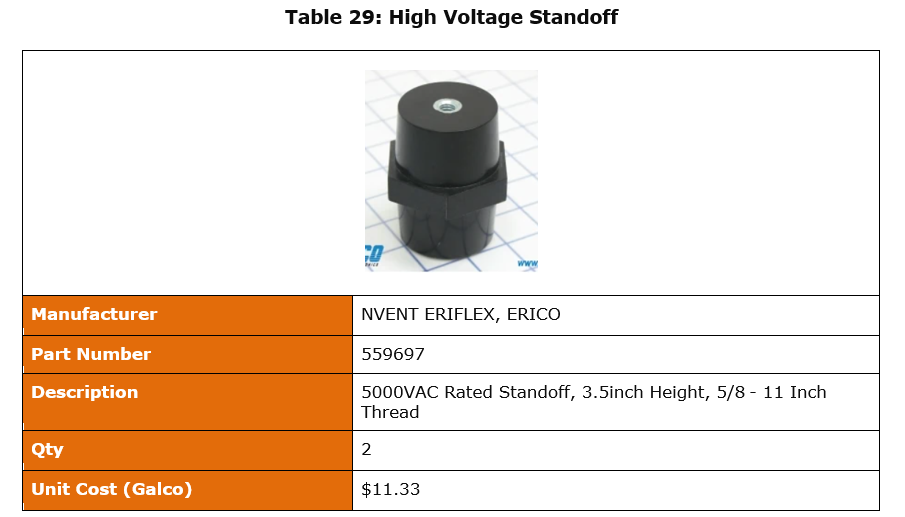
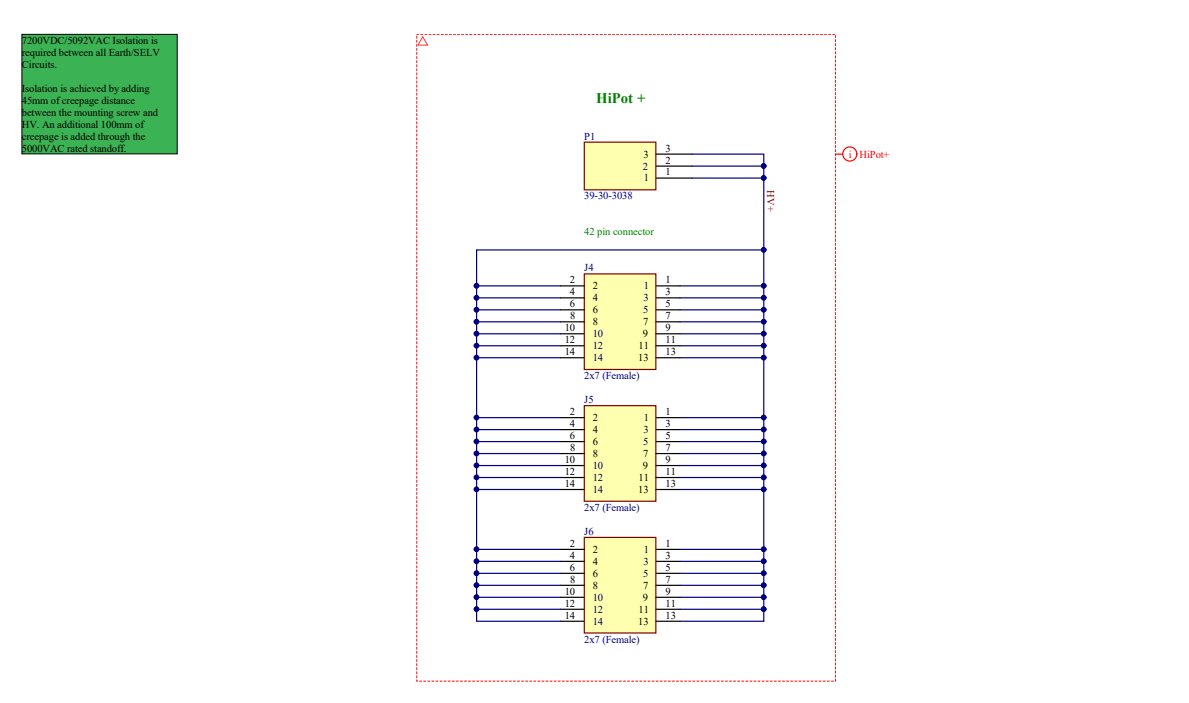
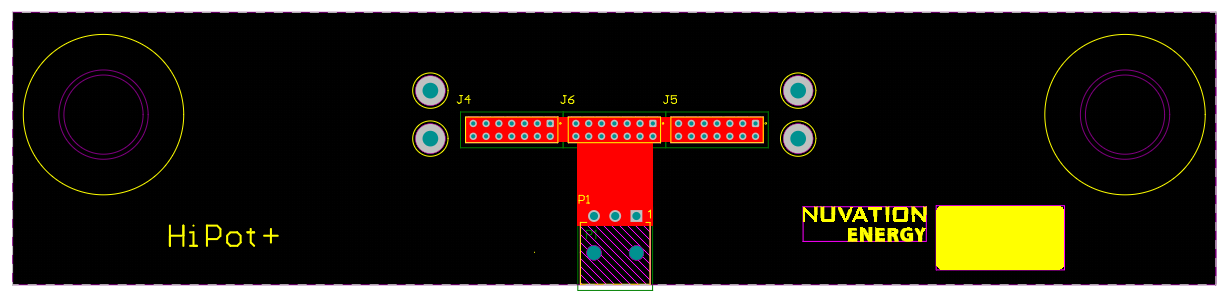
4. Power Interfaces: Power connectors must be rated for the high voltage
5. Creepage / Clearance: To meet CAN/CSA-C22.2 No. 62368-1-14 , and prevent voltage arcs, the design fixture including PCBs must be designed with this in mind.
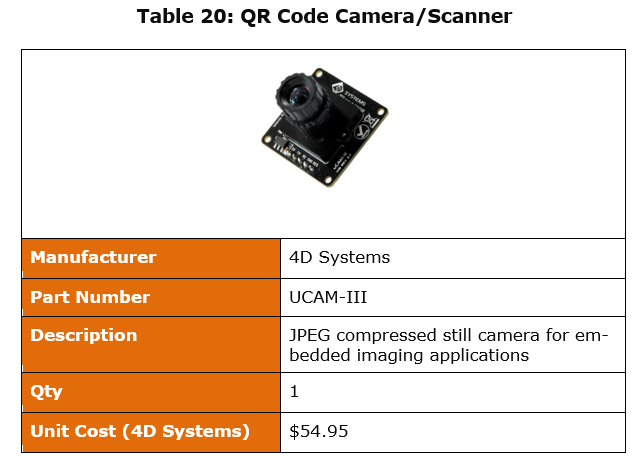
6. QR Code Identification: Every cell interface comes with a QR code. The test fixture should identify the QR code and log it in the database to indicate a pass or fail.
7. Safety considerations:
There are three conditions that must be met before the test PC can initiate the test:
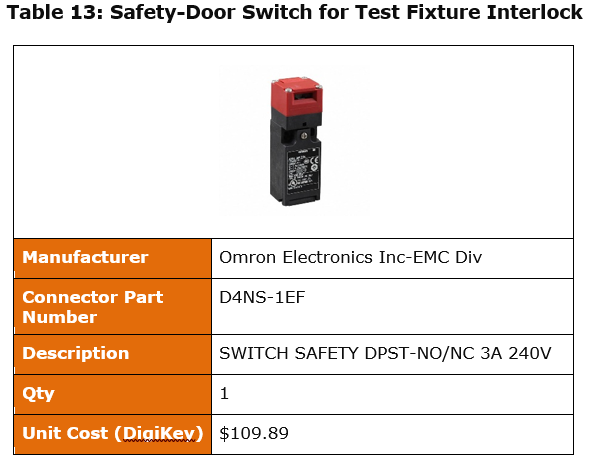
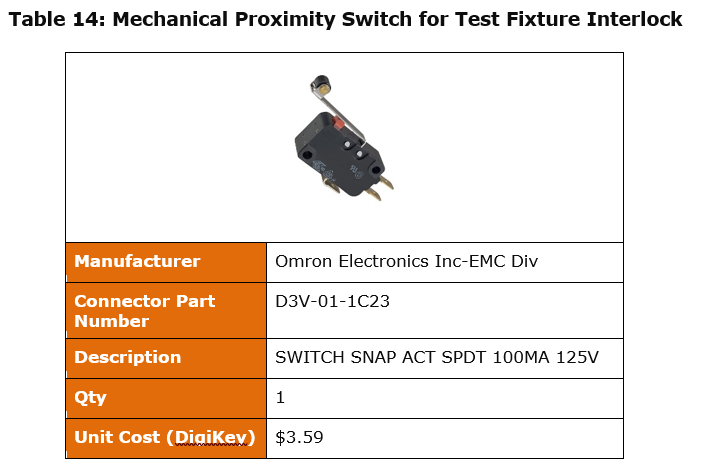
1. The test fixture is closed to eliminate any exposure of the internal connections. This allows for a safe energization of the Hi-Pot tester output. This condition will be detected by a proximity interlock switch.
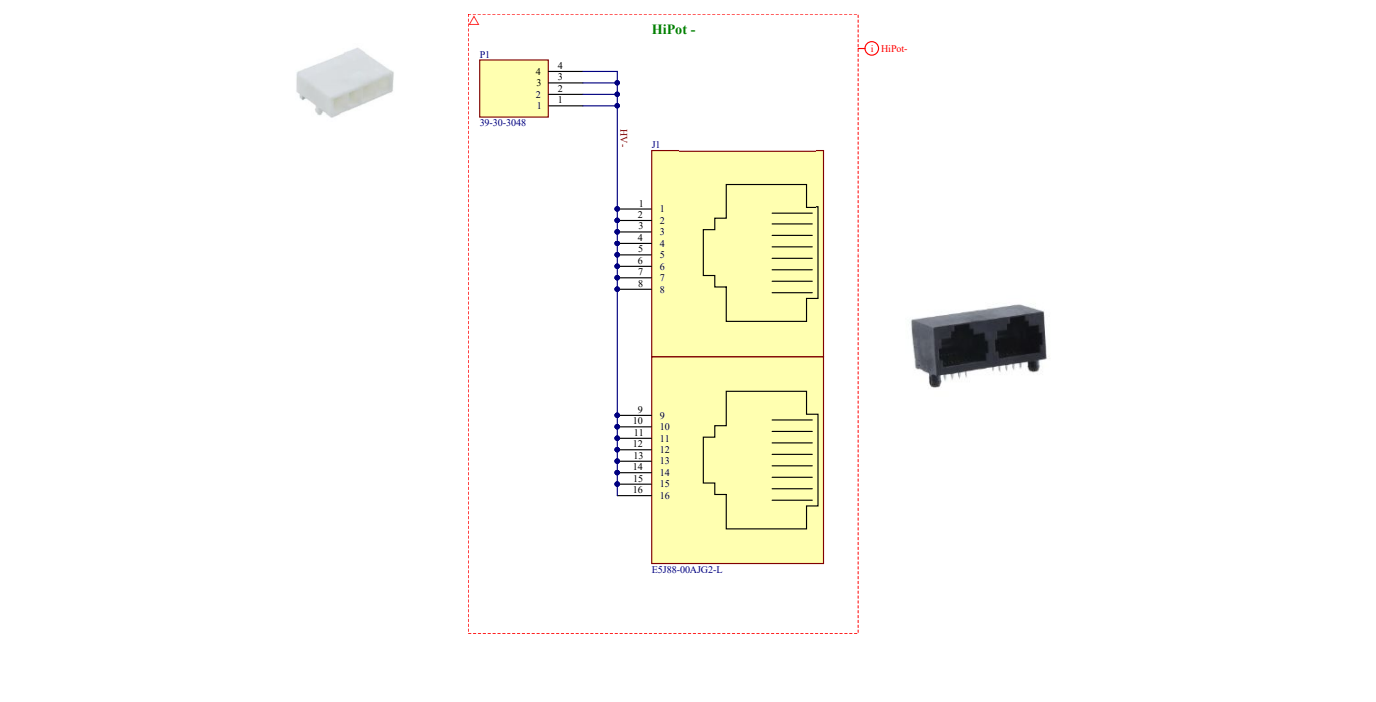
2.The lid over the UUT is closed to ensure the user cannot access any high voltage pins, and to ensure the RJ45 connectors are connected to the CI. This will be detected by a second proximity interlock switch.
3. The QR code of the CI under test is read successfully. This ensures that there is a CI in the test fixture.
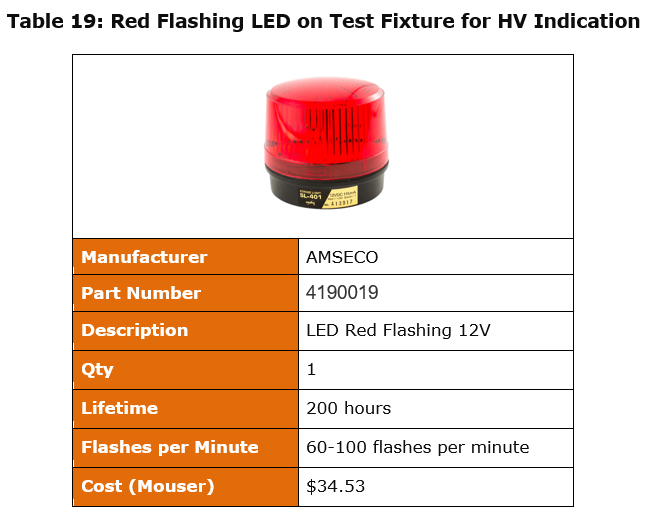
4. A third interlock switch will be positioned to detect when the UUT lid is open or closed and wired in series with the white LEDs. When the unit under test lid is open, the lights will turn off. This will reduce the number of hours the LEDs are on and therefore increases their lifetime.
Roles and Responsibilities
1. Authored the Hardware Design Description and Manufacturing Test and Verification Plan documents
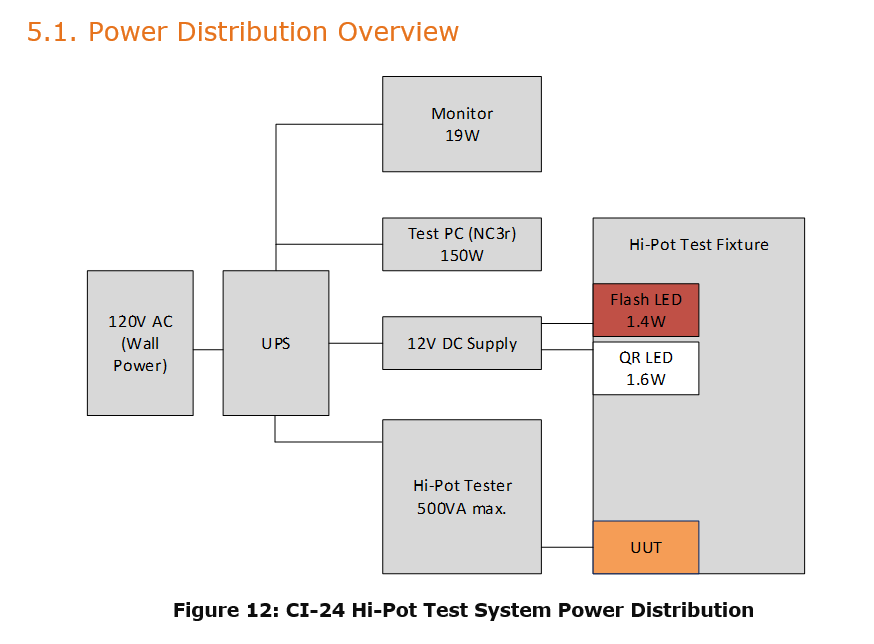
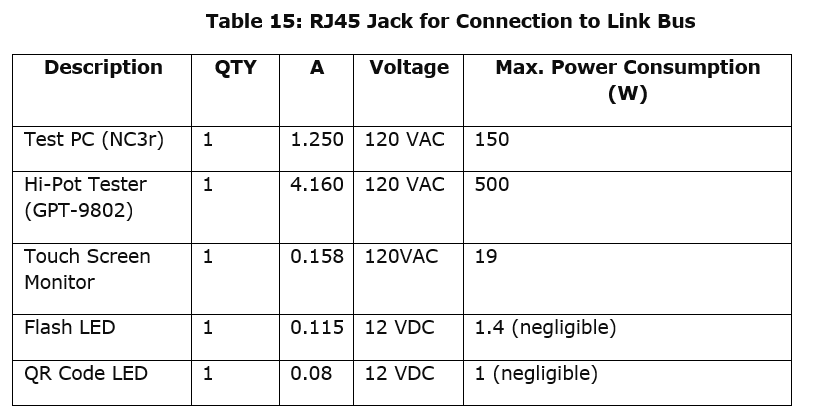
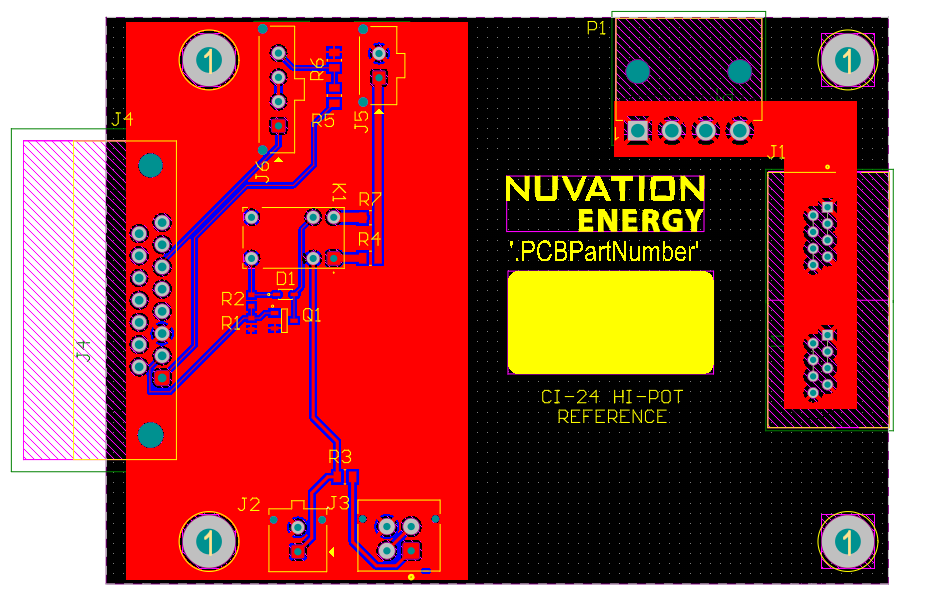
2. This included designing the architectural block diagram of the test fixture, selecting every component, designing the PCBs, and developing the power budget.
3. Defined the mechanical concept of z-axis jig, lid actuation, and interlock safety strategy.
4. Specified that the QR code needs illumination for the camera to properly scan it
5. Determined creepage and clearances required everywhere to meet the specifications for safety